
Компания Ecoextruders стремится предоставить передовые экструдеры для всех видов компаундирования кабеля:
Полиэтиленовая изоляция и обшивка
Изоляционные компаунды из сшитого полиэтилена (XLPE)
Перекись сшитого полиэтилена для кабеля 35 кВ
Пероксид/силановые полупроводниковые соединения
ПЭ-компаунды широко используются в проводах и кабелях для изоляции и оболочки. Фактически, полиэтиленовые соединения являются одними из наиболее распространенных форм пластмасс. Полиэтилен представляет собой термопластичный полимер, состоящий из длинных углеводородных цепей основного мономера (C2H4), а наши полиэтиленовые компаунды обычно основаны на полиэтилене или сополимерах полиэтилена, соответствующим образом модифицированных в соответствии со спецификациями заказчика.
LDPE/LLDPE/MDPE/HDPE + цветной пигмент/сажа 2-5% + добавки
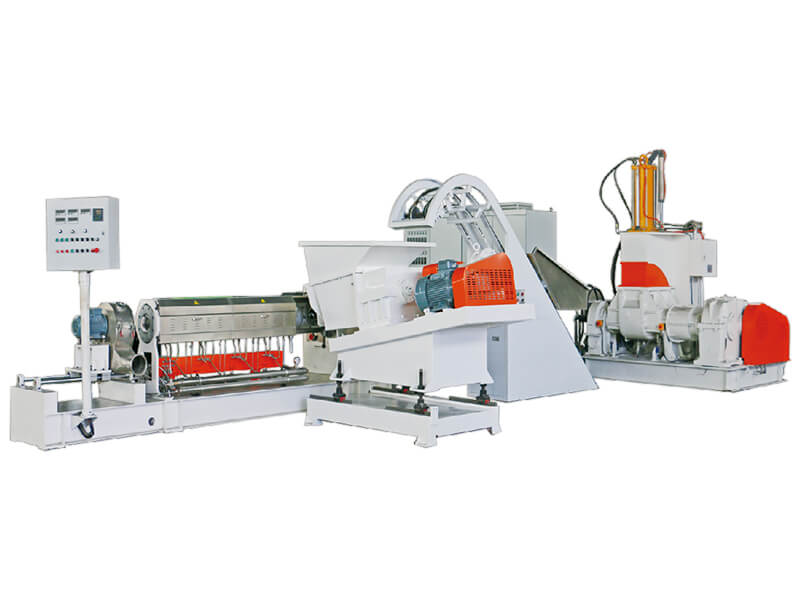
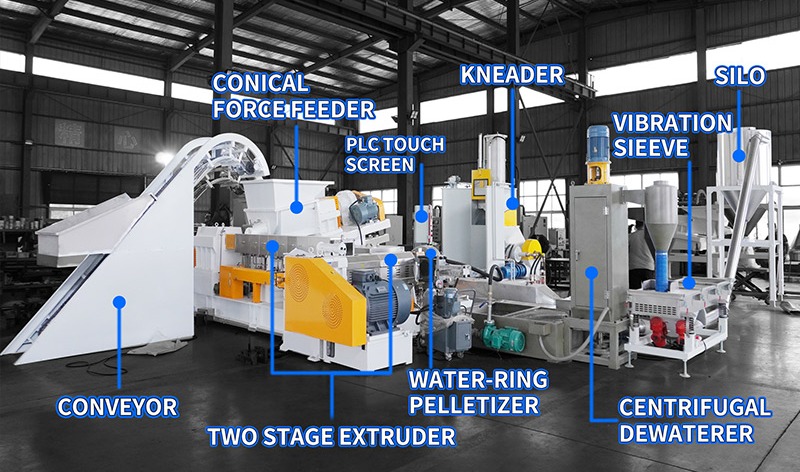
1) Смеситель + Коническая принудительная подача + Одношнековый экструдер + Гранулятор с водяным кольцом

| Тип | Диаметр винта (мм) | Тестомес | Выход (кг/ч) |
| ГС-100 | 100 | 35 | 200-300 |
| ГС-120 | 120 | 55-75 | 400-600 |
| ГС-150 | 150 | 110 | 800-1000 |
| ГС-180 | 180 | 150 | 1000-1500 |
2) Смеситель + двухшнековый экструдер + гранулятор с водяным кольцом
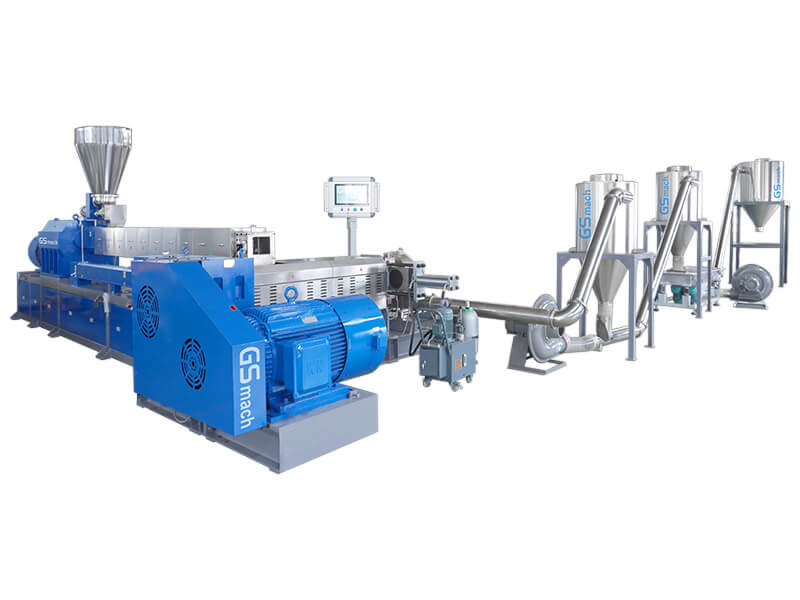
3) Подача с потерей веса + двухшнековый экструдер + гранулирование с водяным кольцом
Изоляционные компаунды из сшитого полиэтилена (XLPE)
Полиэтилен использовался и до сих пор используется в качестве кабельного изолятора, но его применение в качестве термопластичного материала ограничено тепловыми ограничениями. Сшивание улучшает свойства базового полимера при повышенных температурах. Эффект сшивания заключается в том, чтобы ингибировать движение молекул относительно друг друга при воздействии тепла, что дает улучшенную стабильность при повышенных температурах по сравнению с термопластическими материалами. Это допускает более высокие рабочие температуры как при нормальной нагрузке, так и в условиях короткого замыкания, так что кабель из сшитого полиэтилена имеет более высокий номинальный ток, чем его эквивалентный аналог из ПВХ. XLPE обладает одними из лучших показателей водостойкости и низкой проницаемости.
Почти все сшиваемые полиэтиленовые компаунды (XLPE) для производства проводов и кабелей основаны на LDPE. Кабели с изоляцией из сшитого полиэтилена имеют расчетную максимальную температуру проводника 90 °C и номинальную аварийную нагрузку до 140 °C в зависимости от используемого стандарта. Они имеют номинал короткого замыкания проводника 250 °C. XLPE обладает отличными диэлектрическими свойствами, что делает его полезным для кабелей среднего напряжения — от 10 до 50 кВ переменного тока и кабелей высокого напряжения — до 380 кВ переменного напряжения и нескольких сотен кВ постоянного тока.
Есть два типа XLPE:
Полупроводниковый слой, совместимый с этими двумя типами сшитого полиэтилена:
Все виды полупроводниковых соединений могут производиться на одной и той же машине.
Материал A: LLDPE/LDPE 98 % + DCP 0,1 % + силан 1,5 % + антиоксидант
Материал B: LLDPE/LDPE 95,5% + DBTL 4% + антиоксидант 0,5%
Смешайте 95% материала A и 5% материала B для экструзии кабеля из сшитого полиэтилена.
① Для материала A: подача с потерей веса и экструдер с высоким крутящим моментом и длинным L/D.
Нужна сушилка и система вакуумной упаковки.
② Для материала B: подача с потерей веса и экструдер с низким крутящим моментом и 40 L/D.
Перекись сшитого полиэтилена для кабеля 35 кВ
LDPE + DCP+ Антиоксидант
Кормление с потерей веса.
Температуру расплава следует очень хорошо контролировать, чтобы избежать реакции DCP с полимером. Таким образом, двухступенчатые экструдеры больше подходят для такого типа компаундирования.
Охлаждающая вода для системы гранулирования должна быть чистой, без положительных и отрицательных ионов.
Для этого нужна сушилка и система вакуумной упаковки.
PE/EVA + угольный порошок + DCP + антиоксидант
Одна и та же машина может использоваться для всех типов полупроводников.
Смеситель + коническая подача + одношнековый экструдер + гранулятор с воздушным охлаждением.
ПВХ-компаунды для кабеля
Поливинилхлорид является третьим наиболее широко производимым синтетическим пластиковым полимером после полиэтилена и полипропилена. Его получают путем полимеризации мономера винилхлорида (ВХМ).
Относительно низкая стоимость, биологическая и химическая стойкость, а также обрабатываемость ПВХ привели к тому, что он используется в самых разных областях. Пластифицированный ПВХ обычно используется в качестве изоляции и оболочки электрических кабелей.
ПВХ 60% + DOP 20% + Кальцинированная глина 10-20% + CaCO3 0-10% + Термостабилизатор + Добавки
Первый этап представляет собой параллельный двухшнековый экструдер с параллельным вращением для диспергирования и распределения.
Второй этап представляет собой одношнековый экструдер для охлаждения и гранулирования.
| Тип | Мощность двигателя | Скорость вращения | Выход (кг/ч) |
| ГС50-100 | 37-55/22-45 | 500-600/60-90 | 200-300 |
| ГС65-150 | 55-75/45-55 | 500-600/60-90 | 400-500 |
| ГС75-180 | 75-132/75-90 | 500-600/60-90 | 600-800 |
| ГС95-200 | 250-315/90-132 | 400-500/60-90 | 1000-1500 |
Безгалогенный антипирен (HFFR)
Безгалогенный антипирен (HFFR), малодымный безгалогенный (LSOH), малодымный и дымовой (LSF) — все это названиясвязанных с соединениями, которые широко используются в кабельной изоляции. Эти компаунды, как правило, основаны на полиэтилене или сополимерах полиэтилена с добавлением минеральных наполнителей для придания огнезащитных свойств.
ПЭ 10 % + ЭВА 30 % + порошок АТН 55 % + добавка 5 %
| Тип | Тестомес | Диаметр винта (мм) | Выход (кг/ч) |
| ГС50-100 | 55 | 50,5/100 мм | 200-300 |
| ГС65-150 | 75 | 62,4/150 мм | 400-500 |
| ГС75-180 | 110 | 71/180мм | 600-800 |
| ГС95-200 | 150 | 93/200мм | 1000-1500 |
Технические характеристики экструдера: (трехшнековый экструдер)
| Тип | власть | Диаметр винта (мм) | Выход (кг/ч) |
| GS36 | 18.5-30 | 36мм | 50-150 |
| GS52 | 75-90 | 52мм | 250-800 |
| GS65 | 90-160 | 65мм | 500-1000 |
| GS75 | 132-250 | 75мм | 1000-1500 |
| GS95 | 200-315 | 95мм | 1500-2500 |







WeChat : cassiebirthdayparty@gmail.com
Whatsapp : cassiebirthdayparty@gmail.com
Электронная почта : cassiebirthdayparty@gmail.com
 IPv6 ПОДДЕРЖИВАЕТСЯ СЕТЬЮ
IPv6 ПОДДЕРЖИВАЕТСЯ СЕТЬЮ