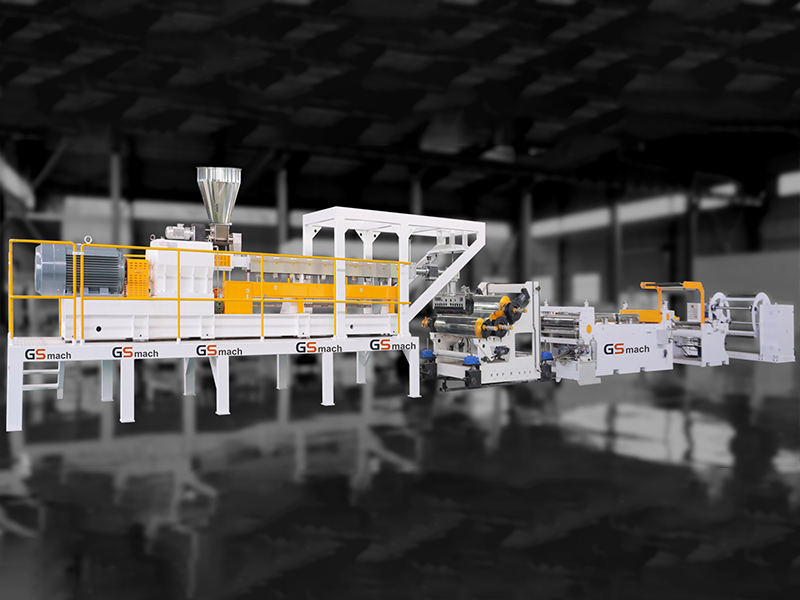
Экструдер является своего рода пластиковым оборудованием, широко используемым оборудованием в модифицированной пластиковой промышленности, широко используемым в промышленности по переработке полимеров и других областях производства и обработки. Экструдеры можно разделить на одношнековые экструдеры и двухшнековые экструдеры. Их принципы работы и области применения различны, и каждый имеет свои преимущества и недостатки.
Прежде всего, существует много различий между одношнековым экструдером и двухшнековым экструдером в пластифицирующей способности, режиме подачи материала, скорости очистки и других аспектах. Следующее:
1. Различная пластифицирующая способность: один шнек подходит для экструзии пластифицирующих полимеров и экструзии гранулированных материалов; Деградация полимера при сдвиге минимальна, но материал остается в экструдере в течение длительного времени. Пластифицирующая способность двухшнекового смешивания, короткое время пребывания в экструдере, подходит для обработки порошка.
2. Различные механизмы транспортировки материала: в одношнековом экструдере транспортировка материала представляет собой лобовой поток, процесс транспортировки твердого вещества - трение, процесс транспортировки расплава - вязкостное торможение. Коэффициент трения твердого материала и металлической поверхности и вязкость расплавленного материала в значительной степени определяют пропускную способность одношнекового экструдера. Транспортировка материала в двухшнековом экструдере представляет собой объемную транспортировку. При вращении винта материал продвигается вперед за счет зацепления нитей. Мощность объемного транспорта зависит от близости края одного винта к частицам другого винта. Большое положительное смещение может быть получено с помощью двухшнекового экструдера с плотным зацеплением, вращающегося в противоположных направлениях.
3. Различная скорость очистки: распределение скорости в одношнековом экструдере ясно и легко описывается, в то время как ситуация в двухшнековом экструдере более сложна и трудна для описания. В основном это связано с площадью зацепления двухшнекового экструдера. Сложный поток в зоне зацепления дает двухшнековому экструдеру преимущества полного смешивания, равномерной теплопередачи, сильной плавильной способности и хорошей производительности выхлопа, но трудно точно проанализировать состояние потока в зоне зацепления.
4. Различная самоочистка: скорость сдвига двухшнекового экструдера высокая, потому что направление скорости спирального стержня и спиральной канавки в области зацепления противоположно, относительная скорость высокая, и любой накопленный материал прилипает к шнеку. можно соскоблить. Обладает хорошим эффектом самоочищения, время пребывания материала короткое, и местная деградация непроста. Одношнековые экструдеры не имеют этой функции.
Помимо разных принципов работы, они имеют разные области применения. Двухшнековый экструдер широко используется для физической и химической модификации матричной смолы, такой как наполнение, упрочнение, повышение жесткости, реактивная экструзия и т. д. Одношнековые экструдеры в основном используются для производства труб, листов, листов и профилей.
Примеры применения двухшнекового экструдера: армированное стекловолокном топливостойкое гранулирование (например, нейлон 6, нейлон 66, полиэстер, полибутилентерефтерат, полипропилен, поликарбонат и т. д.). , грануляция с высоким содержанием наполнителя (например, наполнение 75% CaCO3 PE и PP) и грануляция термочувствительных материалов, таких как кабельные материалы из ПВХ и сшитого полиэтилена), концентрированная маточная смесь (например, наполнение 50% тонером), антистатическая маточная смесь и гранулирование кабельных материалов из сплава ( таких как оболочка и изоляционный материал), грануляция труб из сшитого полиэтилена (например, маточная смесь для сшивания горячей водой), экструдер для смешивания термореактивных пластиков, таких как фенольная смола, эпоксидная смола и порошковое покрытие), клей-расплав и экструзионная грануляция полиуретановой реакции (например, в качестве клея-расплава EVA и полиуретана), смолы K и грануляции для удаления летучих веществ SBS и т. д.
Примеры применения одношнекового экструдера: подходит для труб PP-R, газовых труб из полиэтилена, труб из сшитого полипропилена, алюминиево-пластиковых композитных труб, труб из АБС-пластика, труб из ПВХ, труб с силиконовым сердечником из полиэтилена высокой плотности и различных коэкструдированных композитных труб; Подходит для экструзии ПВХ, полиэтилентерефталата, полистирола, полипропилена, поликарбоната и других профилей и плит, а также проволоки, стержня и других пластиковых экструзии; Регулируя скорость экструдера и изменяя конструкцию шнека экструдера, его можно использовать для производства различных пластиковых профилей, таких как поливинилхлорид и полиолефин.
WeChat : cassiebirthdayparty@gmail.com
Whatsapp : cassiebirthdayparty@gmail.com
Электронная почта : cassiebirthdayparty@gmail.com
 IPv6 ПОДДЕРЖИВАЕТСЯ СЕТЬЮ
IPv6 ПОДДЕРЖИВАЕТСЯ СЕТЬЮ